卷烟工业自动导引车(AGV)系统的优化改进
卷烟工业AGV系统在实际运行中,存在着辅料在运送途中跌落、AGV使用效率偏低、路径欠优化及保养方案缺乏理论依据等问题。为此,对长沙卷烟厂自动化物流AGV系统进行了优化改进。AGV(Autom... 卷烟工业AGV系统在实际运行中,存在着辅料在运送途中跌落、AGV使用效率偏低、路径欠优化及保养方案缺乏理论依据等问题。为此,对长沙卷烟厂自动化物流AGV系统进行了优化改进。
AGV(Automatic guided vehicle,自动导引小车)作为现代自动物流系统中物料自动搬运的最佳解决方案,广泛应用于国内各卷烟企业。湖南中烟工业有限责任公司长沙卷烟厂自引进AGV系统以来。企业自动物流系统的信息化、柔性化、节能化等方面均不断提高。但AGV系统在实际运行中,存在着辅料在运送途中跌落、AGV使用效率偏低、路径欠优化及保养方案缺乏理论依据等问题,而针对上述问题进行系统论证或可供借鉴的研究案例文献较少。为此,对卷烟工业AGV系统中的托盘配盘方式、调度方案及AGV行走路径进行了优化设计,以解决上述因素造成生产保障能力偏低的问题。
1.系统组成
长沙卷烟厂AGV系统主要用于辅料库物料输送,周末与换牌等时间段的剩余物料返库回收,并兼送机台废料桶至垃圾站。工作区域几乎涉及整个车间,运送范围大,任务重。因此,AGV投入使用以来,如何根据机台消耗情况,合理安排托盘辅料配置,保证辅料输送安全,尽可能使有限的AGV满足实际生产需求,就需要对辅料配盘进行研究和分析。
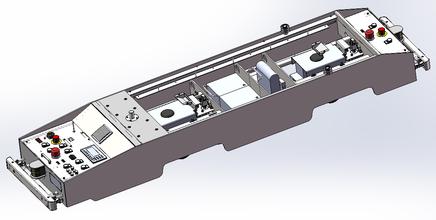
AGV控制系统分为地面(上位)控制系统及车载(下位)控制系统。其中,地面控制系统是指AGV系统的固定设备,主要负责任务分配、车辆调度、路径管理、交通管理、自动充电等功能;车载控制系统在收到地面系统的指令后,负责AGV的导航计算、导引实现、车辆行走、装卸操作等功能。由图1可见,AGV并不是越多越好,车辆调度方案及路径管理设置对AGV实际使用效率影响较大。
图1 AGV系统硬件配置图
目前长沙卷烟厂自动化物流系统使用了12台AGV,随着生产规模的不断变化,初始设计的调度方案和路径设置已不能满足实际生产的需求,而且12台AGV均采用蓄电池供电,按照电池保养说明书要求,每月需要对蓄电池组进行补偿充电,每季度需要对蓄电池组进行放电一充电活化处理。为此,在不同数量AGV工作条件下,通过对辅料输送耗时进行分析,优化车辆调度方案及路径管理设置,以提高其对生产保障的能力,并为制定现场AGV维护保养制度提供理论依据。
2.AGV系统的优化改进
2.1配盘方案的优化
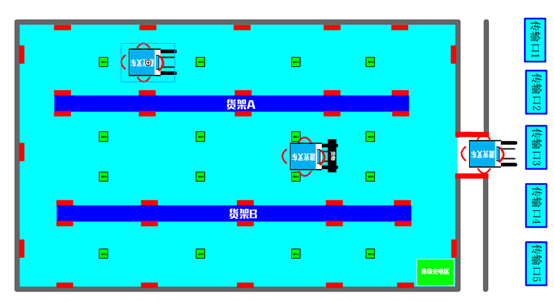
长沙卷烟厂AGV输送辅料包括J区的成型机、H区的PROTOS卷接机组和GD包装机组以及N区的装箱机,同时还负责各机台废料桶的回收。由图2可知,辅料输送范围几乎涉及整个车间,且均采用托盘输送。为保证辅料输送安全和高效,对托盘的配盘方式进行了改进。原设计中GD包装机组的辅料站台为两用一备,即小盒与条盒采用一个托盘配盘,另一个托盘则为卷筒类辅料。通过对GD实际生产辅料消耗情况进行统计分析(表1),将原来精品和普速二代小盒和条盒混合配盘方式,改为小盒和条盒分开以单品牌方式进行配盘,同时对机台辅料站台进行优化设计,由原来的两用一备改为3用(小念条盒及胶带拉线3个托盘)。配盘方式改进后,因混合配盘而导致运送途中辅料跌落现象大幅减少,降低了配盘工的工作量,保证了辅料输送的安全及高效。
图2长沙卷烟厂辅料库AGV输送系统示意图
表1 GD包装机组各品牌辅料使用耗时统计(h)
注:①白沙:1号位是商标类,2号位备用,3号位是卷筒类,4号位是废料桶;②,③精品、普速二代:1号位是条盒,2号位是烟盒,3号位是卷简类,4号位是废料桶;④高速二代:1号位是条盒,2号位是卷筒类,3、4号位是烟盒。
2.2调度方案及路径设置优化
2.2.1调度方案的优化
初始设计时,对废料桶回收和输送调度任务采取的是2个任务,一台AGV负责从机台回收废料桶,运送到废料房后报任务完成,再由下一台AGV执行输送空废料桶任务。这种方式增加了小车的任务量。既浪费时间又造成废料区门口大量AGV排队等待。经过分析和论证,对废料桶回收和输送调度方案进行了改进,即对废料桶回收和空废料桶输送采用一个任务执行,小车运送完废料桶后不出废料房,自动将空废料桶输送到相应机台。调度方案改进后减少了小车任务量及小车往返废料区的时间,并减少了机台操作人员的工作量,提高了物流运行效率。
因废料房与外界直接相连,为保证生产车间整体环境的温度和湿度相对恒定,故在AGV进入废料房时安装了一道隔离门,AGV距离门1—1.5m范围内隔离门自动打开。在初始设计时AGV调度系统与隔离门之间没有信息通讯,隔离门是否打开或打开了多少AGV并不知道,因此经常出现因隔离门开门不及时而使AGV小车直接撞倒隔离门的情况,调度控制系统未实现真正的闭环控制。改进后增加了一组I/O点采集隔离门是否处于最上端,然后反馈至调度系统,系统再通知AGV动作,有效保证了AGV设备的运行安全。
在机台换牌时,由于AGV无法区分任务优先级别,仍按照调度分配任务顺序执行,导致换牌时机台等待老品牌辅料回库和新品牌辅料出库时间过长,影响换牌时间及生产效率。调度方案改进后,针对不同任务采取不同的任务级别,比如在换牌时剩余辅料返库的任务级别及新辅料出库任务级别自动提高,可以提高换牌时的换牌效率。保证尽快恢复生产;而对废料桶回收则采用较低的任务级别,见图3。
图3体现任务优先级的调度方式
本文地址:/AGVnews/6166.html
agv
AGV知识
AGV资料
AGV资讯
AGV技术
AGV应用
AGV方案
仓储机器人
免责声明:本文引自厂商或其他媒体,与AGV百科网无关。其原创性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容、文字的真实性、完整性、及时性本站不作任何保证或承诺,请读者仅作参考,并请自行核实相关内容!
相关阅读
- 一文读懂业内大热的高举升叉车AGV2022-10-26
- 投资回收期最多3年,AGV机器人让电商仓效率提升1.5倍2022-10-26
- AGV企业如何在“内卷”中走向“新生”2022-10-26
- 观察|自主移动机器人为何兴起,AGV、AMR趋势如何?2022-10-26
- 聚势赋能 深圳工业展(ITES)今日开幕2021-04-29