智能移动机器人(AGV)在工程机械中的应用
智能移动机器人(以下简称AGV)是广泛应用于智能生产线、自动化物流运输、无人车间等现代化企业的一种无人驾驶的物资输送设备,具有智能、柔性、安全、高效等特点。经过不断的发展,日趋成熟的AGV已经在汽车制造、电子、电力、纺织、造纸、医药、卷烟、食品、图书出版等多种行业得到了广泛应用,但一直以来,在工程机械中的应用一直处于空白。本文主要介绍了AGV在工程机械行业的首次成功应用——三臂箱体铆焊流水线AGV运输设备项目。其特点是技术难度大、创新点多,开创了AGV在工程机械中应用的先河,对于AGV产品在工程机械行业未来的应用发展来说,具有深远意义。
项目简介
AGV在该项目中主要用于泵车三臂箱体钢结构件铆装和焊接时所用工装能回转流水线作业,焊接工装安装在AGV承载平台上,AGV能在工位间顺序输送到指定工位可靠停靠,配合工人及工业机器人焊接,满足泵车三臂箱体钢结构件铆装和焊接流水线作业要求。
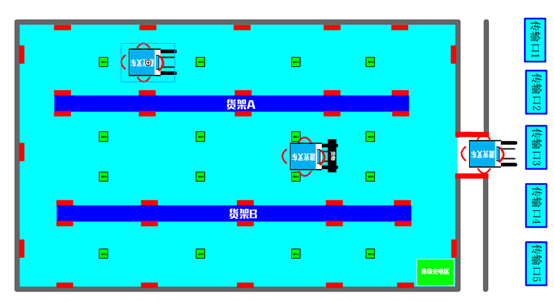
项目流程:AGV在各工位之间依次顺序运输工作,如图1所示。
AGV进入第一个工位(铆焊工位1)后,AGV系统需要与自动上工件装置进行信号互锁,首先AGV在进入该工位前由自动上工件装置给AGV控制台发送允许进入信号,得到该信号后AGV方可进入;当AGV到达该工位后,自动完成焊机接地线缆的自动搭接,并在此同时与地面充电装置对接开始充电任务实现自动充电,准备就绪后,AGV控制台给自动上工件装置发送就绪信号,此时方可允许自动上工件装置运行,然后自动上工件装置对允许信号清零,并进行人工铆焊操作;当自动上工件装置完成操作并退出安全区域后向AGV控制台发出完成信号,人工铆焊完成后按下"确认放行"按钮,AGV会自动脱离焊机电缆搭接,AGV自动驶离该工位同时AGV控制台发送给工位设备驶离信号,之后自动上工件装置进行信号清零.
AGV自动行驶到第二个工位(铆焊工位2)并由人工完成铆焊后驶向第三工位(焊接工位1)。
在第三个工位(焊接工位1)同样需要完成与铆焊工位1类似的信号互锁,并且要求AGV高精度停车,以确保机器焊接手臂在工件位置准确无误的情况下完成自动焊接。
当AGV完成第四、五个工位(铆焊工位3、4)任务后,人工将箱体工件卸下吊走,AGV空车沿返回路径行驶到指定等待工位,依次循环。
此间AGV管理系统会根据前方工位的情况自动调度AGV运行。
项目AGV系统技术指标
项目中技术问题
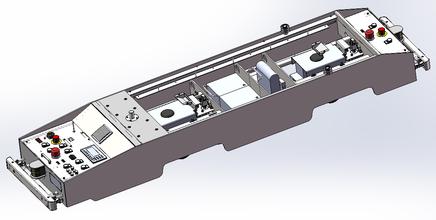
1、 AGV承载力
工件+车体自重约为:26000kg。AGV承载主要以随动轮承载为主,在设计中充分考虑承载力非均匀分布时的影响,采用多驱动轮和多随动轮,驱动轮仅承受弹簧压力,保证4个驱动轮不打滑,且每个轮的驱动力和承载力均在允许的范围内,不会产生不可恢复的形变。设计中选用直流96V蓄电池供电,增大电压来减小整体电流,同时4个驱动轮系均采用交流电机和交流伺服控制器,匹配更大功率电机,满足更大承载能力,使AGV可以更加平稳的运行。
2、AGV刚度
工件重量为≥9000kg,切为非均匀受力。在车体设计时,经有限元分析,采用优质钢板做为AGV车体主架进行焊接,钢板厚度≥15mm,不允许拼接。承载平台采用优质钢板与主架焊接,机加工后承载平台有效厚度≥62mm,承载平台钢板中部不允许拼接,车体在满足电池仓、控制仓、多驱动轮仓、散热风扇布置时具有横向加强结构设计,切其他对接焊缝质量确保无缺陷,整车焊接后,去应力退火、对上板在数控机床进行一次装夹加工等来满足平面度、刚度要求。当车体承载平台装上工装后,保证车体承载平台装配面扭挠 ≯1mm。
3、AGV配合焊接控制
AGV做为焊接平台。在各个工位的焊接过程中,焊机与AGV车体形成焊接回路,在地面设备中有2个焊机电缆自动搭接装置,在AGV到达工位准备就绪后,自动完成搭接与脱离动作,保证车体工装与焊机电缆线连接可靠。为确保焊接可以安全操作,在地面搭接设备上均装有到位安全检测装置,通过此装置检测自动搭接装置是否成功可靠搭接,从而来控制焊机开始工作。
4、焊接过程中的干扰处理
每个搭接机构均能满足瞬时1500A的焊机起动电流。如此大的电流在车体通过,对电气设备产生的干扰不可忽视。在实际应用中,除了采取屏蔽线缆外,新松公司自主研制的控制器本身会自行处理外来干扰,将干扰尽可能降至最低,而且主电气设备的接地点均与车体外壳完全隔离,避免大电流的直接干扰。另外,AGV运行至工位后,在工位设备开始实施焊接之前,AGV会收到来自于控制台的休眠指令,将自动关闭大部分用电设备,进入休眠状态,在焊接过程中车体通过大电流的情况下非常好的保护了电气设备的安全。当工位焊接操作完全结束后,AGV控制台收到工位设备的操作完成信号,再对AGV发送唤醒指令,AGV就会唤醒继续完成任务。
5、 工作效率优化
为了提高AGV工作效率,满足现场24小时连续工作需求,在铆焊工位1及等待工位的踏台装配有自动充电装置,自动充电装置同样需要与到位就绪后的AGV进行准确对接。AGV在此2个工位可以进行连续充电,且均在AGV休眠状态下完成,确保AGV的电量充足,加上等待工位的应用大幅度提高了AGV和整个生产线的工作效率。
6、导航定位精度高
在每个工位的左右俩侧均有踏台,踏台与AGV之间的距离非常狭窄,这样就要求AGV在通过工位时具有良好的导航精度以及非常好的运行稳定性。而行驶至第三个工位(焊接工位1)时,除了要求AGV良好平稳的运行以外,高质量的停车精度也是必不可少,因为该工位需要配合机器人焊接手臂进行工装焊接,全部过程自动完成,没有人工干预,所以对于AGV的停车位置就要求更加精准。而AGV之所以可以达到如此高的停车精度,而新松AGV应用自主研发的高精度导航定位设备和优秀的导航定位计算处理系统,很好的解决了这一难题。
AGV安全系统
为确保AGV在运行过程中的安全,特别是现场人员的安全及各类设备的安全,AGV采取多级安全保护措施。
软件保护:偏离导航线保护、地标丢失保护、导航带缺损保护、部件故障保护、通讯故障保护、超差保护和失速保护等。
硬件保护:在AGV前进和后退方向上设有非接触式激光防碰传感器;前后左右均有接触式保险杠做为最后的安全防护装置;AGV周边设有多个急停开关,任何时候按下开关,AGV会立即停止运行。
AGV设有报警提示装置,包括状态提示、运行提示、异常停车提示等,同时AGV自动根据不同提示采用不同的声光报警,并且通知AGV监控系统,操作人员即可将发生故障的AGV使用手控操作器操作AGV至安全位置。
AGV上位控制系统
AGV上位控制系统包括地面控制和图形监控系统,采用集中调度管理方式,统筹调度所有AGV,并统一交通指挥,避免AGV间相互碰撞,可实现线上AGV数量自由增减,根据生产管理系统下达运输任务,并根据指定AGV或效率最大原则选择AGV,被选中的AGV根据命令完成工件的输送及其他相应任务。任务完成后,AGV通知控制台完成情况,并回到待命位置,等待下一次任务。
AGV控制台使用屏幕图形显示系统中的所有AGV所在的即时位置及状态,如AGV的运行状态、工位等待、充电需求、充电状态、休眠状态、手动状态、路径堵塞、停止状态等,操作人员可以通过该界面掌握AGV的位置、状态、任务信息、传感器状态、附属设备状态、故障信息、AGV地面控制系统各连接设备的链接状况等多种信息,一旦AGV出现故障,操作和维修人员能够通过AGV的故障诊断系统及时准确的查找故障原因,便于故障的及时排除。
如果需要,操作人员还可在控制台上完成手动下达临时任务、修改参数、上传下载相应信息、查看事件日志等操作。
应用结论
AGV在该项目中,完全取代了9000kg重工件的人工运输,操作人员只需要完成一次工件与AGV的对接,即可在5个工位实现对重型工件的零移动操作,全部依靠AGV的自动运载,大大的减少了在此环节上的人工操作,降低了在工件运输过程中的安全隐患,大幅度提高了生产效率。
AGV在三臂箱体铆焊流水线AGV运输设备项目中的成功应用,是AGV迈向工程机械的第一步,为AGV在工程机械行业中的发展积累了宝贵经验,开创了AGV应用的全新领域。
本文地址:/agvyy/2016-11-18/6424.html
agv
AGV知识
AGV资料
AGV资讯
AGV技术
AGV应用
AGV方案
仓储机器人
免责声明:本文引自厂商或其他媒体,与AGV百科网无关。其原创性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容、文字的真实性、完整性、及时性本站不作任何保证或承诺,请读者仅作参考,并请自行核实相关内容!
相关阅读
- 基于路径分析的AGV小车交通管制调控方法2019-09-25
- 自动导引小车AGV的路径寻优方法2019-09-20
- AGV车载平台的码垛机器人2019-09-19
- 智能堆垛技术与AGV相结合,拣选效率能提升40%!2019-09-12
- 怎么设置AGV的路线与调度方法?2017-12-20